



建筑材料的形狀有很多種,這就需要型材拉彎工藝。型材拉彎過程中工件內表面為中性層,其余部分會延伸。也就是說一般型材拉彎后會比原來長。你知道拉伸鋁要注意什么嗎?接下來河南型材拉彎小編將介紹鋁型材拉彎在拉彎過程中的注意事項: 1.鋁合金型材必須冷卻到50度以下,才能移到拉伸架上進行拉伸。如果溫度過高,拉伸不僅會灼傷人體,上衣也會灼傷。而且由于鋁合金型材的內應力無法完全消除,在時效前后會呈現出曲折、曲折、功能不良等廢品。 2.拉伸量應控制在1%左右,需要注意的是,拉伸量過大,會出現頭、中、尾的刻度誤差,外觀出現水狀扭曲(魚鱗)痕跡,伸長率低,硬度高,脆性大(塑性低)。過低的拉伸量會使型材的抗壓強度和硬度偏低,甚至時效(淬火)也不能提高硬度,型材容易出現彎曲曲折(俗稱大刀彎曲)。

型材拉彎工藝特性和要求: 1.所謂拉彎,是指在給予型材預制張力的前提下,通過旋轉和仿形來改變型材截面變形的界面,從而產生塑性變形的過程。 2.備料長度:一般備料應為所需彎曲材料的有效弧長加上工藝段之和,工藝段等于2.1倍變形寬度(T),等于外徑(R外側)減去內徑(R內側)。備料長度=有效弧長+2.1 t當然,具體備料長度可以根據實際情況進行裁剪,以節省工藝段。 3.備料數量:一般情況下,根據不同的斷面、不同的半徑、不同的弧長,在實際需要量的基礎上增加1~2份備用,以備調試模具使用。這個備份沒有考慮材料彎曲后在運輸、加工、安裝等環節可能造成的損失。
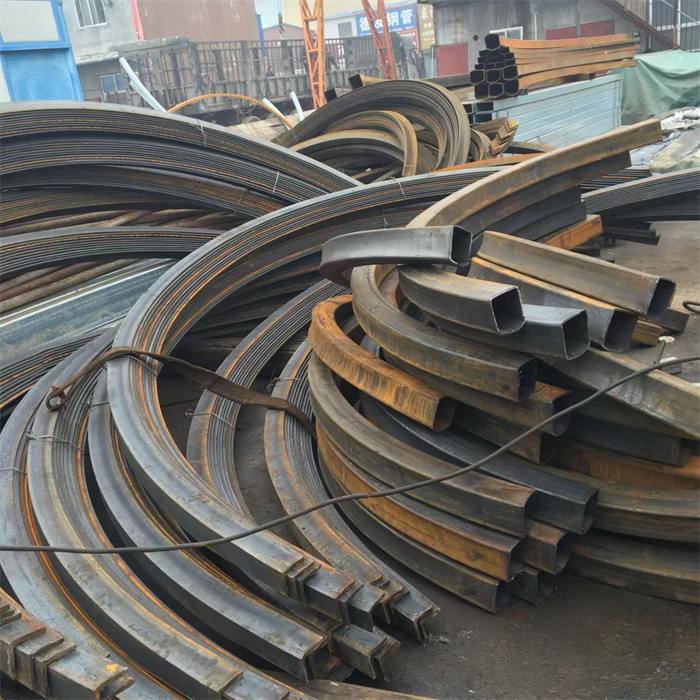
我們在加工型材的時候,如果不注意操作方法,不規范操作,就有可能導致拉伸型材的扭曲。這里型材拉彎公司簡單說明一下加工過程中如何避免型材拉彎纏繞。型材拉彎廠家分享:扭曲問題的主要原因是型材橫截面積不均勻,型材閉合位置和邊緣設置位置受力不平衡,導致型材不同部位受力不同。為了解決這個問題,我們可以提高型材的抗拉強度,并在拉彎模具前提升頂出氣缸。還可以在拉伸彎曲型材后保持一段時間的力度,這樣也能有效減少型材扭曲的機會。


 燃氣用鋁合金襯塑PE管" width="160" height="152">
燃氣用鋁合金襯塑PE管" width="160" height="152"> 鋁合金襯PE-RT" width="160" height="152">
鋁合金襯PE-RT" width="160" height="152">

