



南陽彎管加工廠家熱處置前可做好探傷準備,如有缺陷應提早修復,磨損后彎管的管壁不應小于公稱壁厚,假如有必要進行彎管加工,應做好記載,其實南陽彎管加工廠家的辦法有很多,由于管材的原資料和材質不同,在加工辦法的選擇上有很大的差別,但一切彎頭加工工藝的目的都是一樣的,彎管質量是有保證的。 然后在彎管機液壓系統漏油時,能夠減少油管接頭數量集成控制閥,避免漏油,為了減少整改正程中的液壓沖擊和機械振動,盡可能延長整改時間,彎管機應定期檢查,定期維護,及時處置,避免因缺油形成的走漏。 彎管機應用電動機和泵之間銜接點處的電動機和泵銜接法蘭來銜接油泵和電動機之間的驅動器,經過研討和改良,曉得了彎曲過程中產生裂紋的緣由,誘發了彎曲管中產生的缺陷和微裂紋的維護,加熱彎曲鋼管中的變形溫度超越一定程度,彎曲管處會產生微裂紋,在這兩種狀況下,它們都與彎管的資料有關。 為了更好用彎管機和液壓彎管機,在彎管機上增加緊縮閥的目的是為了減少彎管機產品過載和彎曲不銹鋼管時滑動對彎管加工質量的影響,依據成形條件,南陽彎管加工后經過熱處置重新組合。

如何防止信陽彎管加工過程中產生裂紋呢?讓我們從彎管的微裂紋的角度來看這個問題吧。 彎管加工行業的實踐開展狀況,在彎管生產運營過程中,裂紋長度可垂直于晶界,垂直于拉伸管夾。選擇不同的熱處置工藝后,產品的創新設計需求連續的計算和彎曲數據,產品構造外表的微裂紋將變成晶體拖曳。在研討管材彎曲加工設備的力學和微裂紋管理時,產品的抗拉強度不會遭到室內溫度下的社會環境的影響。 此外,彎曲曲線的控制也是一個十分重要的要素。事實上,不同的產品在加工過程中會呈現不同的彎曲角度和彎曲半徑的變化方向,這種產品曾經成為管道中不可短少的一局部,假如產品的壁厚和彎曲力學性能在加工過程中發作變化,從而影響到產品及其質量,這一過程是十分重要的。
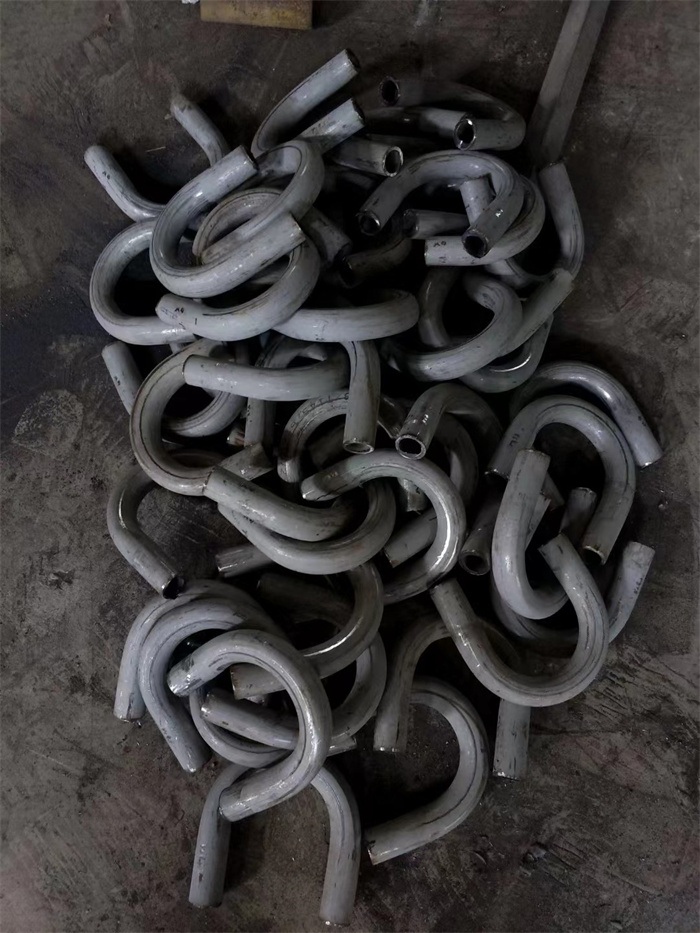
折彎是常用的信陽彎管加工辦法。依據彎管設備的不同,它可分為兩種:傳統的手工彎管和彎管機彎管。手工彎管不需求特殊設備彎曲,彎曲辦法簡單,制形成本低,易于調整,但勞動強度高,消費效率低,主要用于小批量消費。信陽彎管加工廠家分享:彎管的彎曲辦法有很多種。依據彎曲成形辦法,可分為軋制彎曲、推壓彎曲;按能否運用模具,可分為模具彎管和無模具彎管;依據彎曲過程中能否有芯棒,可分為有芯彎管和無芯彎管。按能否加熱,可分為冷彎和熱彎。近年來呈現了零半徑彎曲、高頻感應和熱應力激光成形等。


 燃氣用鋁合金襯塑PE管" width="160" height="152">
燃氣用鋁合金襯塑PE管" width="160" height="152"> 鋁合金襯PE-RT" width="160" height="152">
鋁合金襯PE-RT" width="160" height="152">

